

Prawidłowe wypoziomowanie stołu w każdej drukarce 3D to klucz do udanych wydruków. Tymczasem automatyczne poziomowanie stołu i sonda CRTouch w Creality Ender S1 nie sprawdza się tak dobrze w trybie automatycznym jakby mogło się wydawać. Jak sobie z tym poradzić? O tym w dzisiejszym materiale.
Materiał zawiera informacje na temat:
- Dlaczego prawidłowe wypoziomowanie stołu jest ważne w druku 3D
- Skąd biorą się problemy z poziomowaniem w Ender S1
- Jak prawidłowo wypoziomować stół
- Użyteczne wskazówki i akcesoria, które mogą się przydać.
Prawidłowe wypoziomowanie stołu w druku 3D
Problemy z poziomowaniem stołu w Ender S1, S1 plus i S1 pro to jedna z najczęściej wskazywanych rzeczy przez użytkowników tej drukarki 3D. Nieprawidłowo wypoziomowany stół sprawia problemy z drukiem większych elementów i najczęściej możemy to zobaczyć już po pierwszej warstwie drukowanego projektu. Ta może nie trzymać się stołu wcale, być drukowana w powietrzu, czy wręcz rozcierana po stole. O ile pewne niedoskonałości można przepuścić w mniej wymagających projektach, tak nawet nieznaczna różnica między skrajnymi rogami w większych elementach sprawi, że przy wyższych warstwach pojawi się problem, a głowica może nawet oderwać wydruk od stołu.
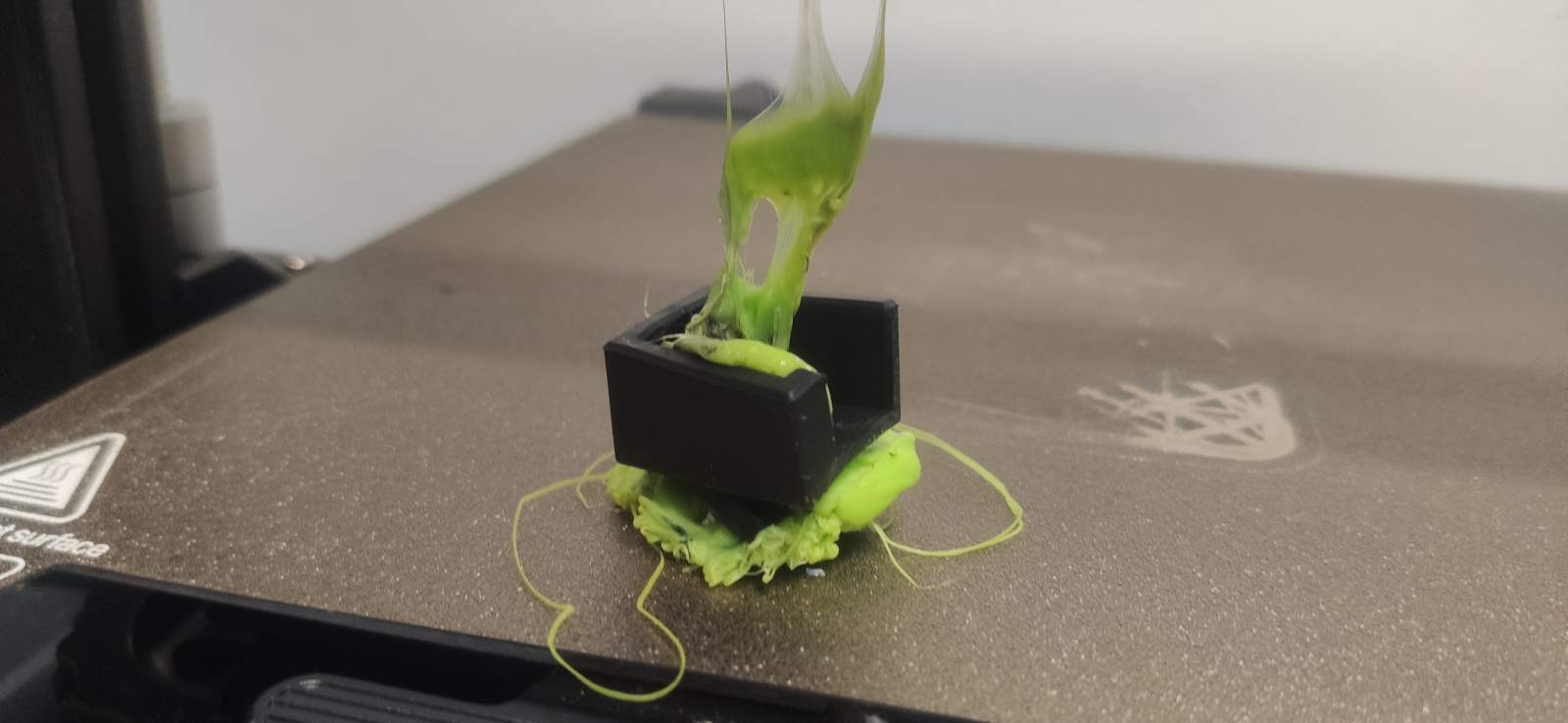
Wiele osób, w tym i ja wypuszcza bardziej czasochłonne wydruki na noc lub gdy wychodzą z domu. W skrajnych przypadkach wydruk może się odkleić i zacząć tworzyć masywny skrzep tuż przy głowicy drukującej. Po pewnym czasie skrzep narośnie na tyle, że zablokuje cały heatblock, przewody a nawet może uszkodzić wentylatory. Jeżeli tak się stanie, musicie rozebrać cały element i wspomóc się opalarką.
Problemy z automatycznym poziomowaniem stołu w Ender S1

W recenzjach i komentarzach wielu grup poświęconych drukowaniu problem ten wymieniany jest najczęściej. Jednak jego przyczyn może być kilka. Jedną z nich jest dość słaba kontrola jakości w fabryce Creality. Z tego powodu należy dokładnie sprawdzić wszystkie elementy naszej drukarki. Zdarza się, że stół po prostu jest skrzywiony i tak opuścił linię produkcyjną. Fabrycznie stół pokryty jest warstwą samoprzylepnej gąbki, na którą nałożona jest magnetyczna podkładka PEI. Przy użyciu stolarskiej metalowej linijki dokładnie sprawdźcie, czy nigdzie nie ma zbyt dużych szczelin. Jeżeli już od jakiegoś czasu używacie drukarki, zdejmijcie podkładkę PEI i zwróćcie uwagę na wspomnianą przed chwilą gąbkę. Czasami jej fragmenty odrywają się i przyczepiają do PEI. Można znaleźć również fragmenty filamentu wtopione właśnie w gąbkę. To wszystko tworzy górki i doły, które są dość istotne dla tak precyzyjnego urządzenia jak drukarka 3D.

Złe przygotowanie drukarki do ABL
To jest błąd po stronie użytkownika, który ja też popełniałem na początku. Ta seria drukarek sprzedawana jest jako dedykowana dla osób początkujących. Jak możecie przeczytać w mojej recenzji drukarki Ender S1 pro – instrukcja obsługi nie należy do najlepszych. Dlatego osoby niedoświadczone za bardzo ufają automatyce, która w tej serii sprawuje się dość słabo. Początkujący oczekują, że automatyczny system odpowiedzialny za poziomowanie stołu polega na wciśnięciu przycisku, który zrobi wszystko za nich. Tak nie jest.
Jak prawidłowo wypoziomować stół Ender S1
Aby wypoziomować stół w Ender S1, należy przede wszystkim rozgrzać stół. Wystarczy standardowe 60 stopni Celsjusza. To w końcu metalowy element podatny na temperaturę. A większość czasu będziecie drukowali właśnie z podgrzanym stołem.

Kolejny krok to poluzować każdą z czterech sprężyn znajdujących się w rogach stołu. Odkręcamy je do momentu aż nie będą stawiały oporu i kółka regulacyjne zaczną się swobodnie obracać. Następnie szybkim ruchem rozkręcamy je w przeciwną stronę, by swobodnie dokręciły się do momentu, aż stół stawi opór. W ten sposób uzyskaliśmy pozycję 0 we wszystkich czterech rogach.
Następnie należy przejść do trybu manual w zakładce AutoLevel. Wybieramy sam środek stołu, by głowica ustawiła się tuż nad nim. Teraz przyszła pora by ustawić Z-offset, czyli odległość głowicy od stołu.

Początkowo używałem do tego kartki, ale podpowiedź od jednego z internautów okazała się najlepsza. Wystarczy pochylić się nad drukarką tak, by oko znajdowało się na wysokości podkładki magnetycznej. Dzięki temu doskonale widać przestrzeń między głowicą a stołem. Doświetlenie stołu dodatkowo ułatwi ten krok.

Obniżamy Z-offset do momentu, aż między stołem a głowicą będzie jedynie delikatny prześwit. Głowica nie może dotykać stołu. Korzystając z trybu manualnego, wybieramy jeden z rogów stołu i korzystając z nakrętek pod stołem i metody „na oko” ściągamy sprężyny, by regulować wysokość stołu w tym miejscu. Ten sposób powtarzamy w każdym z rogów.

Dopiero teraz przyszła pora na użycie CRTOUCH i ABL. Dla największej skuteczności sonda CRTouch potrzebuje minimalnych różnic w sondowanych miejscach stołu. W ten sposób tworzona jest siatka, którą drukarka wykorzystuje przed każdym wydrukiem dla kompensacji wszelkich nierówności. Przynajmniej w teorii.
Po uruchomieniu funkcji automatycznego poziomowania stołu, należy ponownie przejść do trybu manualnego i sprawdzić Z-offset na środka i krawędzi. Mogą wystąpić jeszcze drobne różnice. Ten sposób poziomowania pozwolił mi pozbyć się problemu, polegającego na tym, że środek był zawsze wyżej niż krawędzie.
Użyteczne wskazówki i akcesoria, które mogą się przydać.
Kupując drukarkę 3D zaczyna się ją powoli modyfikować według potrzeb. Dużo osób decydujących się na zakup takiego sprzętu od razu zadaje dużo pytań, co powinni jeszcze dokupić. Zgadzam się z opinią, że należy najpierw wyczuć sprzęt i dopiero wtedy zastanawiać się nad usprawnieniami. Dwie rzeczy, które mogę polecić Wam w kontekście poprawy autopoziomowania, to przede wszystkim silikonowe podkładki do stołu w miejsce zwykłych sprężyn. Dają lepszą kontrolę, precyzję i przede wszystkim mają znacznie większy punkt styku ze stołem. Druga modyfikacja to zmiana miejsca montażu sondy CRTouch, ale to element, który przyda się w trakcie modyfikacji np. wentylatorów heatblock i wydruku.

O czym warto pamiętać jeszcze w kontekście poziomowania stołu w drukarce 3D? Przede wszystkim warto poświęcić na początku trochę uwagi by zrobić to dokładnie. Dzięki temu nasze wydruki będą znacznie lepszej jakości i nie będą rozpadały się w trakcie pracy drukarki.
Kolejna istotna rzecz, to zdejmowanie wydruków dopiero po ostygnięciu stołu. Wtedy praktycznie odczepiają się same lub przy niewielkim użyciu siły. Sam łapałem się na tym, że chcąc ustawić kolejny wydruk siłowałem się z modelem na rozgrzanym stole w każdą stronę, co powodowało odrywanie fragmentów gąbki pod podkładką pei. Warto poczekać tę minutę-dwie ekstra.
Stół musi być czysty. W moim przypadku przemywanie go alkoholem IPA i mikrofibrą nie sprawdziło się dla PEI. W tej teksturze zostawał nadal tłusty nalot z palców, czy samego filamentu. Najlepszą opcją to zdjęcie podkładki pei (zimnej), a następnie przepłukanie jej gorącą wodą, przemycie gąbką z mydłem lub płynem do mycia naczyń, dokładne opłukanie i wytarcie do sucha. Warto to zrobić za każdym razem, gdy krawędzie wydruku są idealne, ale środek robi się poszarpany, zwinięty itp.
Na koniec tego artykułu dodam też, że warto co jakiś czas sprawdzać wysokość głowicy od stołu dla środka i rogów. Po jakimś czasie mogą wystąpić różnice wpływające już na jakość wydruku, więc miejcie to na uwadze.